|
| HOME PAGE - Land/Law Introduction - Weaving in Yorkshire |
| To go to the Armley Mill museum site maintained by the city of Leeds, click HERE |
|
Armley Mills Cloth manufacturing was the biggest industry in the West Riding of Yorkshire for many years. Several branches of the Land/Law family were involved in the woolen industry and there were woolen mills in all of the towns were the Land/Law family lived. Most of the mills in the area have been silent since the 1950s. Most of the mills are abandoned.
The Leeds Industrial Museum is housed in the
Among other collections, the museum contains
textile machinery
and explains the story of the woollen industry in the area.
History of Armsley Mill
There were two mills on the site in 1707. One for grinding corn and the other for fulling wool.
From 1722 and 1788 a "scribbling" mill was in operation. Scribbling is the process of preparing
the wool for spinning and includes the carding of the wool.
The mill was renovated in 1788. It was one of the largest mills in the area.
However, it was still not a factory. Its purpose was to:
There was also still a corn mill on the site.
On November 20, 1805 the entire fulling mill burned to the ground leaving only the corn mill and the warehouse
standing.
The mill was rebuild between 1805 and 1807 using fireproof construction.
From 1807 to 1860 the mill operated as a woolen factory. Gas lighting was installed
in 1809.
Between 1860 and 1969 the mill had a variety of tenants including, spinners, woolen weavers,
milling machine makers, dyers,
and boot makers.
It was purchased by the City Council of Leeds to house a museum covering Leeds'
industrial heritage. The museum opened in May 1982.
Armley Mill sits on an island between the
Leeds-Liverpool Canal and the Aire River.
|
 |
The Leeds-Liverpool Canal as seen from the entrance to the mill.
The canal was the major highway for transporting raw material to the mill and the finished cloth from the mill. |
| Photo by Tom Blanck
| |
 |
Another view of the Leeds-Liverpool Canal as seen from the entrance to the mill.
|
| Photo by Tom Blanck
| |
 |
The front of the mill.
|
| Photo by Tom Blanck
| |
 |
Kitchen in "the weavers cottage"
|
| Photo by Tom Blanck
| |

|
Sitting room in "the weavers cottage"
|
| Photo by Tom Blanck
| |
|
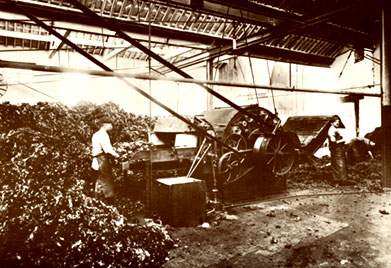
After the raw wool was delivered to the mill it was sorted, dyed and
blended. The machine pictured on the left is of a blending machine.
"The various colours of dyed wool were blended by passing them time and again through this large blower, in the "Willey House" |
| Postcard, Armley Mills, Leeds Museum of Science
and Industry"
| |

|
Next the wool was carded. The carding engine was the largest and most complicated machine in the industry. It was made up of a series of large and small revolving cylinders covered with closely set wire teeth which teased the wool into a fine web of intermingled fibers. This web was then condensed and divided into loose threads or "slivers" which were wound onto bobbins. The carding machine was also known as a "Slubbing Billy".
|
| Photo by Tom Blanck
| |

| The slivers produced by the carding machine
were not firm enough to be woven. The next set in the process was spinning in which the slivers were
drawn out and given a twist. The invention of machines that could spin more than one thread at a time were a major reason for the industrialization of the weaving industry. The machine pictured on the left was on of the early multiple thread spinning machines. The slivers (on bobbins) are on the near end of the machine. The spun (finished) yarn is on the spindles on the far end of the machine. This machine was hand operated.
|
| Photo by Tom Blanck
| |

| Engine driven spinning machines were developed
that could spin hundreds of threads at once. We saw this 300 spindle spinning mule in action. Large bobbins containing the slivers were placed on the rollers behind the spinning frame. (See the red roller on the extreme left). The frame (which contains the smaller full bobbins of spun yarn) moved on wheels and tracks (see the wheels and tracks on either side of the baskets at the foot of the frame). The machine pictured in this photo and the photo above, is composed of two frames that move towards each other.
|
| Photo by Tom Blanck
| |

|
The frame containing the bobbins of spun yarn moved on tracks away from the rollers
containing the slivers. When the bobbin frames were furthest from the rollers a twist was
given to the yarn. As the frames came back to the rollers the newly spun yarn was wound onto
the bobbins. Different thicknesses and strengths of yarn were spun for different purposes. Since the treads often broke during the spinning process it was necessary to reconnect them. This was done by a piecer who joined the broken threads by hand. Piecers were often children. Sarah Walker, age 13, was listed as a piecer in the 1841 census. Charles Lewis Land, age 18, was listed as a piecer in the 1871 census. Robert Walker, the father of Sarah Walker, was the overseer of piercers (a slubber).
|
| Photo by Tom Blanck
| |

|
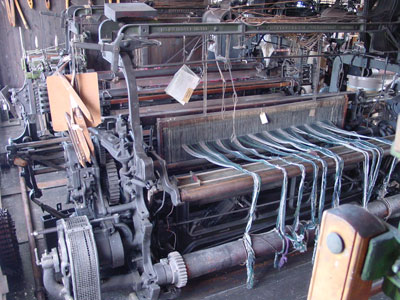
This photo shows
warp yarn ready to pass through the reed, a device for keeping the threads in order and
to beat the newly woven cloth. After the threads were passed through the reed they were passed through hettles which allowed the weaver to raise and lower the warp threads. This two step process was called dressing the loom. This was one of the last occupations to become mechanized. As the threads were raised and lowered by the hettles, a shuttle containing the weft thread was passed across the warp creating the cloth.
|
| Photo by Tom Blanck
| |
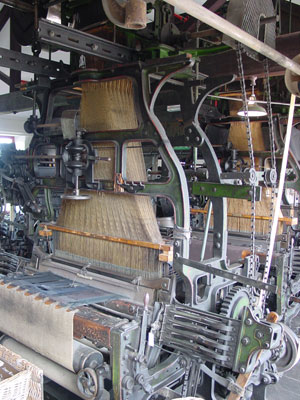
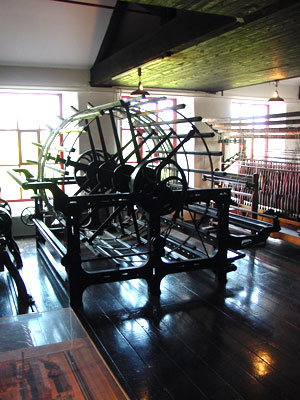
| The museum contains several examples of power looms.
The two looms in this photo are Jacquard looms. The complicated patterns woven on this type of loom are held in punched cards (suspended above the loom) which "instruct" the loom to raise and lower different combinations of warp threads.
|
| Photo by Tom Blanck
| |
| Hand loom weaving had primarily been done
by males. As power loom weaving took over, most of the looms were operated by females.
After the weaver was finished, the cloth was examined for faults and mended if necessary. "Finishing" depended on the type of cloth woven. Woolens were generally fulled. |
| Photo by Tom Blanck
| |

| Fulling was a process of cleaning and shrinking the cloth with
moisture, heat and pressure.
It was the first woolen process to be mechanized.
The first mills were driven by water wheels. Fulling
mills were located on streams in hilly districts. This was one of the reasons that the woolen
industry became concentrated in the West Riding of Yorkshire, a hilly area with many
streams.
|
| Photo by Tom Blanck
| |
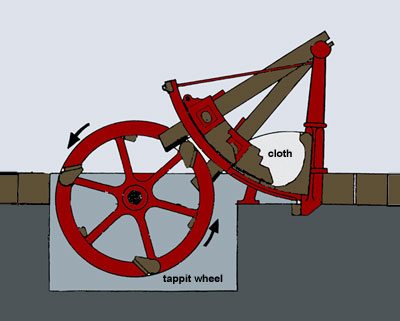
| This drawing shows how the fulling stock works.
Cloth is placed in the "box" and is constantly turned and pounded by a pair of hammers
which are alternately
lifted and released by the tappit wheel.
|

| The water wheel at Armley Mill
|
| Photo by Tom Blanck
| |

| Looking down into the water wheel.
|
| Photo by Tom Blanck
| |

| After the cloth is fulled it is hung to dry. For centuries the cloth was hung on tenter hooks in the open air as pictured in the photo on the left.
With the building of large mills some drying occurred indoors. |
| Photo from The Woolen Industry by Chris Aspin
| |

|
Some cloth was finished
wet and some was finished dry. The nap was raised with teasel. Teasel is a thistle-like plant. The flower head is surrounded by hooked leaves. When the head is dried it is quite stiff. Although wire hooks were introduced, teasel remained popular as a means of raising the nap. In the machine on the left, teasel was set in rods which were fixed to a cylinder in the back of the machine. The cloth passed in one direction and the cylinder in the other.
|
| Photo by Tom Blanck
| |
|
In September 2008 William Hill wrote questioning the original caption I had on this piece of
equipment as a "teasel cylinder". I wrote to the Armely Mill who replied"
"This machine is a warping frame - along with the creel of spindles next to it. You use it to sort the pattern and threads for the warp (vertical threads) before transferring it to the loom." |
| Photo by Tom Blanck
| |
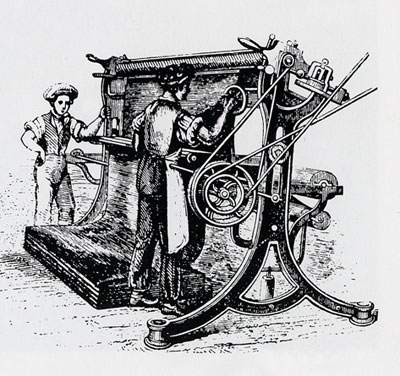
| Since the nap was uneven, the final step was shearing
(or cropping) to produce a smooth surface.
The work had originally been done by hand with large shears. When the first cropping
frames were introduced, one machines
could do the work of four hand croppers. John Land and several of his sons were cloth dressers or cloth finishers.
|
| From The Woolen Industry by Chris Aspin
| |

|
The mill pond and the back of the mill.
|
| Photo by Tom Blanck
| |

|
The Armley Mills Museum also contains a collection of narrow and standard gauge
locomotives and other vehicles such as this fire pump.
|
| Photo by Tom Blanck
| |

| William Hill wrote in August 2008 to say that he
believes these plates are "engineering plates off engines etc.".
|
| Photo by Tom Blanck
| |
| If you have any suggestions, corrections, information, copies of documents, or photos that you would like to share with this page, please contact me at maggie@maggieblanck.com |
| To go to the Armley Mill museum site maintained by the city of Leeds, click HERE |
| HOME PAGE - Land/Law Introduction - Weaving in Yorkshire |
| RETURN TO TOP OF PAGE |
| Please feel free to link to this web page. You may use images on this web page provided that you give proper acknowledgement to this web page and include the same acknowledgments that I have made to the provenance of the image. Please be judicious. Please don't use all the images. You may quote up my original text from this web page and use any cited quotes on this web page provided you give proper acknowledgement to this web page and include the same acknowledgments that I have made to the provenance of the information. Please do not cut and paste the whole page. You may NOT make use any of the images or information on this web page for your personal profit. You may NOT claim any content of this web page as your original idea. Thanks, Maggie |
| ©Maggie Land Blanck - Page created 2004 - Latest update, October 2015 |
| RETURN TO TOP OF PAGE |